Rectificadora CNC de 5 ejes GM5X-I
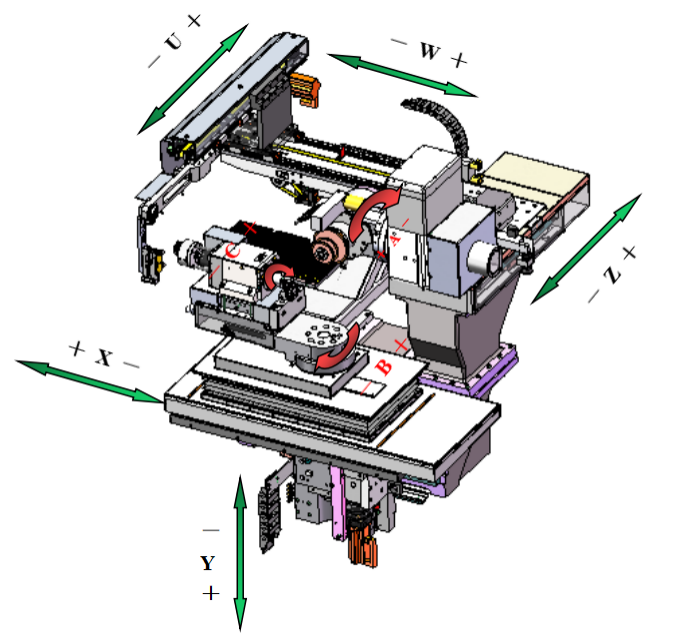
Diagrama de estructura principal de la máquina.
Ámbito de aplicación
Esta máquina produce fresas y brocas, adecuadas para el procesamiento de materiales de acero de alta velocidad y aleaciones duras.
Ciclos de fabricación y reafilado de herramientas.
Fresas de mango estándar: ranurado, respaldo, afilado de rastrillo, afilado de borde inferior, digitalización, reafilado.
1. Especificaciones técnicas
| № | Contenido | Requisito | Número | Unidad |
| 1.1 | Dimensiones de la pieza de trabajo | |||
| 1.1.1 | Longitud de sujeción | ≤ | 230 | mm |
| 1.1.2 | Diámetro de sujeción | entre | 2-20 | mm |
| 1.1.3 | Longitud de molienda | ≤ | 150 | mm |
| 1.1.4 | Diámetro de molienda | entre | 0,3-12 | mm |
| 1.2 | Husillo de molienda | |||
| 1.2.1 | Tipo de unidad | Preciso | accionamiento directo | - |
| 1.2.2 | Fuerza | potencia nominal | 13.6 | kW |
| 1.2.3 | Enfriamiento | Preciso | Enfriado por aceite | - |
| 1.2.4 | Control de velocidad de la muela | Preciso | Velocidad continua | - |
| 1.2.5 | Velocidad | entre | 0-10000 | rpm |
| 1.2.6 | Número de cabezales rectificadores de husillo | Preciso | 2 | piezas |
| 1.3 | muela abrasiva | |||
| 1.3.1 | Diámetro | ≤ | 150 | mm |
| 1.3.2 | Número máximo de muelas por husillo | ≤ | 4 | piezas |
| 1.3.3 | Diámetro del husillo de las muelas abrasivas | Preciso | 25 | mm |
| 1.3.4 | Suministro de refrigerante controlado por programa | Preciso | Sí | - |
| 1.3.5 | Número de boquillas de refrigerante | ≥ | 3 | piezas |
| 1.4 | Sistema de sujeción de piezas | |||
| 1.4.1 | Sistema de sujeción | Preciso | Hidráulico, automático | - |
| 1.4.2 | Pinza de sujeción | Preciso | SCHAUBLIN W20 | - |
| 1.4.3 | Tipo de unidad | Preciso | accionamiento directo | - |
| 1.5 | Parámetros del eje | |||
| 1.5.1 | Tipo | Preciso | lineal | - |
| 1.5.2 | recorrido del eje x | ≤ | 280 | mm |
| 1.5.3 | Recorrido del eje Z | ≤ | 130 | mm |
| 1.5.4 | Recorrido del eje Y | ≤ | 230 | mm |
| 1.5.5 | resolución del eje XYZ | Preciso | 0.0001 | mm |
| 1.5.6 | velocidad del eje XYZ | ≤ | 10 | m/min |
| 1.5.7 | Recorrido del eje A | ≤ | 360 | grado |
| 1.5.8 | Resolución del eje A | Preciso | 0.0001 | grado |
| 1.5.9 | Velocidad del eje A | ≤ | 300 | rpm |
| 1.5.10 | Recorrido del eje B | ± | 210 | grados |
| 1.5.11 | Velocidad del eje B | ≤ | 12 | rpm |
| 1.6 | Sistema de carga y descarga | |||
| 1.6.1 | Sistema de carga y descarga | Preciso | Brazo robótico tipo truss | - |
| 1.6.2 | Número de bandejas | Preciso | 2 | piezas |
| 1.6.3 | Carga y descarga automática del diámetro de la pieza de trabajo. | Entre | 2-12 | mm |
| 1.6.4 | Carga y descarga automática de la longitud de la pieza de trabajo. | ≤ | 40-200 | mm |
| 1.6.5 | Número máximo de piezas de trabajo | ≤ | 300 | piezas |
| 1.6.6 | Software | Preciso | Sí | - |
| 1.7 | Otros componentes | |||
| 1.7.1 | Capacidad para detectar piezas de trabajo en máquinas herramienta. | Preciso | Sí | - |
| 1.7.2 | Sistema de lubricación automática centralizada. | Preciso | Sí |
|
| 1.7.3 | Lámpara de señalización tricolor | Preciso | Sí | - |
| 1.8 | Opcional | |||
| 1.8.1 | Equipos de separación de neblinas de aceite. | Preciso | Opcional | - |
| 1.9 | Control | |||
| 1.9.1 | sistema de control | Preciso | NUCN-IM8+ | - |
| 1.9.2 | Panel de operación | Preciso | pantalla táctil | - |
| 1.9.3 | Eje de control digital | Preciso | Sí | - |
| 1.9.4 | Pantalla a color | Preciso | Sí | - |
| 1.9.5 | Tamaño de pantalla | Preciso | 19 | pulgada |
| 1.10 | Módulo de software de rectificado de herramientas | |||
| 1.10.1 | Fresas simples | Preciso | Sí | - |
| 1.10.2 | Ejercicios simples | Preciso | Sí | - |
| 1.10.3 | Modo de detección automática de sonda | Preciso | Sí | - |
| 1.11 | Parámetros eléctricos del equipo. | |||
| 1.11.1 | Voltaje | Preciso | 380±10% | V |
| 1.11.2 | Frecuencia | Preciso | 50±10% | Hz |
| 1.11.3 | Fuerza | ≤ | 25 | KW |
| 1.12 | Dimensiones | |||
| 1.12.1 | Longitud | ≤ | 2 000 | mm |
| 1.12.2 | Ancho | ≤ | 2 800 | mm |
| 1.12.3 | Altura | ≤ | 2 200 | mm |
| 1.12.4 | Calidad | ≤ | 4 750 | kg |
2. Lista de configuración estándar
| № | Contenido | Modelo | Marca | Número | ||
| 2.1 | Máquina herramienta | |||||
| 2.1.1 | Configuración del eje X | |||||
| 2.1.1.1 | - Varilla de tornillo | Personalizado | NSK | 1 Uds. | ||
| 2.1.1.2 | - Ferrocarril | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 piezas | ||
| 2.1.2 | Configuración del eje Y | |||||
| 2.1.2.1 | - Varilla de tornillo | Personalizado | NSK | 1 Uds. | ||
| 2.1.2.2 | - Ferrocarril | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2 piezas | ||
| 2.1.3 | Configuración del eje Z | |||||
| 2.1.3.1 | - Varilla de tornillo | Personalizado | NSK | 1 Uds. | ||
| 2.1.3.2 | - Ferrocarril | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2 piezas | ||
| 2.1.4 | Configuración del eje A | |||||
| 2.1.4.1 | - Codificador de ángulo | ECN113 | HEIDENHAIN | 1 Uds. | ||
| 2.1.4.2 | - Motor de accionamiento directo | MSP-1000-2-002-158 | HIWIN | 1 Uds. | ||
| 2.1.5 | Plato giratorio del eje B | Personalizado | GuTian | 1 Uds. | ||
| 2.1.6 | Husillo eléctrico de doble cabezal con imán permanente | Potencia nominal 7,1 KW | Chuangyun | 1 piezas | ||
| 2.1.7 | Manipulador de truss de tres ejes | - | Chuangyun | 1 Uds. | ||
| 2.1.8 | Bandeja | 148-LP-D4 | Chuangyun | 2 piezas | ||
| 2.1.9 | Bandeja | 148-LP-D6 | Chuangyun | 2 piezas | ||
| 2.1.10 | Bandeja | 148-LP-D8 | Chuangyun | 2 piezas | ||
| 2.1.11 | Mordaza de sujeción | D0.5-3.2/D3.0-7.0/D7-13 | Chuangyun | 1 juego | ||
| 2.1.12 | Bloque en V de alta precisión | (3-5) | Chuangyun | 1 Uds. | ||
| 2.1.13 | Bloque en V de alta precisión | (5-7) | Chuangyun | 1 Uds. | ||
| 2.1.14 | Bloque en V de alta precisión | (6-12) | Chuangyun | 1 Uds. | ||
| 2.1.15 | Coronilla | D4W20 (80-00004) | SCHAUBLIN | 1 Uds. | ||
| 2.1.16 | Sonda | TS150 | HEIDENHAIN | 1 Uds. | ||
| 2.1.17 | Varilla de muela (larga) | 119×∅31,75×∅96mm | Chuangyun | 1 Uds. | ||
| 2.1.18 | Varilla de muela (corta) | 87×∅31,75×∅96mm | Chuangyun | 1 Uds. | ||
| 2.1.19 | Aire acondicionado | - | YUEDE | 1 Uds. | ||
| 2.1.20 | Lámpara de señalización tricolor | CC 24 V | Schneider | 1 Uds. | ||
| 2.1.21 | caudalímetro | SI5000 | MFI | 1 Uds. | ||
| 2.1.22 | Fuente de alimentación específica para la unidad | 15kW | NUEVOCOM | 1 Uds. | ||
| 2.1.23 | Grupo de válvulas electromagnéticas. | M4GE280R-CX-E20D-5-3 | ERC | 1 juego | ||
| 2.1.24 | Sistema de lubricación automática de ejes X,Y, Z | - | Taiwán | 1 juego | ||
| 2.2 | Configuración del sistema CNC | |||||
| 2.2.1 | CAJAPC | IMPC00S/P1 | nuevocon | 1 Uds. | ||
| 2.2.2 | Filtro de potencia | AGOFIL024A | NÚMERO | 1 Uds. | ||
| 2.2.3 | Filtro de potencia | AGOFIL001S | NÚMERO | 1 Uds. | ||
| 2.2.4 | Resistencia | AGORES008 | NÚMERO | 1 Uds. | ||
| 2.2.5 | Fuente de alimentación principal del sistema | MDLL3015N00AN0I | NÚMERO | 1 Uds. | ||
| 2.2.6 | servocontrolador | MDLUX021B1CAN0I | NÚMERO | 4 piezas | ||
| 2.2.7 | Servomotor del eje B | ZLS1002-H60-D3M1-NNSB-D16E40 | NÚMERO | 1 Uds. | ||
| 2.2.8 | motor del eje A | MSP-1000-2-002-158 | NÚMERO | 1 Uds. | ||
| 2.2.9 | Servomotor del eje Y | ZLS1454-H30-DCM1-SNSB-D24E50 | NÚMERO | 1 Uds. | ||
| 2.2.10 | Servomotor del eje X/Z | ZLS1153-H30-D3M1-NNSB-D19E40 | NÚMERO | 2 piezas | ||
| 2.2.11 | Servocontrolador de eje U/W | ZLS0754-H60-D2M1-SNSB-D14E30 | NÚMERO | 2 piezas | ||
| 2.2.12 | Servomotor del eje V | ZLS0754-H60-D2M1-SNSB-D14E30 | NÚMERO | 1 Uds. | ||
| 2.2.13 | Acoplador | EX-1100 | nuevocon | 1 Uds. | ||
| 2.2.14 | Aporte | EX-210H | nuevocon | 2 piezas | ||
| 2.2.15 | Producción | EX-310H | nuevocon | 2 piezas | ||
| 2.2.16 | Módulo de entrada analógica | EX-4054 | nuevocon | 1 Uds. | ||
| 2.2.17 | terminador | EX-TRE01 | nuevocon | 1 Uds. | ||
| 2.2.18 | Panel de operación | IMOP4106/H | nuevocon | 1 Uds. | ||
| 2.2.19 | NCK | IM8+ | nuevocon | 1 Uds. | ||
| 2.2.20 | NCK | IMSO100006 | nuevocon | 1 Uds. | ||
| 2.2.21 | NCK | IMSO100008 | nuevocon | 1 Uds. | ||
| 2.2.22 | NCK | IMSO100012 | nuevocon | 1 Uds. | ||
| 2.2.23 | NCK | IMPA100586 | nuevocon | 1 Uds. | ||
| 2.2.24 | NCK | IMSO100373 | nuevocon | 1 Uds. | ||
| 2.2.25 | NCK | IMSO100375 | nuevocon | 1 Uds. | ||
| 2.2.26 | NCK | IMSO100335 | nuevocon | 1 Uds. | ||
| 2.2.27 | NCK | IMSO100519 | nuevocon | 1 Uds. | ||
| 2.2.28 | NCK | IMSO100392 | nuevocon | 1 Uds. | ||
| 2.2.29 | NCK | IMSO100331 | nuevocon | 1 Uds. | ||
| 2.2.30 | NCK | IMSO100535 | nuevocon | 1 Uds. | ||
| 2.2.31 | NCK | IMSO100520 | nuevocon | 1 Uds. | ||
| 2.2.32 | NCK | IMSO100560 | nuevocon | 1 Uds. | ||
| 2.3 | Configuración estándar del software de rectificado de herramientas. | |||||
| 2.3.1 | Fresa sencilla | Chuangyun autodesarrollado | 1 Uds. | |||
| 2.3.2 | taladro sencillo | Chuangyun autodesarrollado | 1 Uds. | |||
| 2.3.3 | Comprobación de colisiones 3D con simulación de máquina 3D | Chuangyun autodesarrollado | 1 Uds. | |||
| 2.3.4 | simulación de herramientas 3D | Chuangyun autodesarrollado | 1 Uds. | |||
| 2.3.5 | Detección automática de sonda | Chuangyun autodesarrollado | 1 Uds. | |||