BOSM -12010 Fresadora mandrinadora de cabeza opuesta


1. uso demáquina :
La máquina fresadora y mandrinadora cabeza a cabeza de pórtico CNC de viga fija BOSM- 12000* 1000 es una máquina herramienta especial para procesar brazos/palos de excavadora. Almohada, puede realizar el procesamiento rápido de la pieza de trabajo, la pieza de trabajo se puede perforar, fresar y perforar dentro del rango de carrera efectivo, la pieza de trabajo se puede procesar en el lugar al mismo tiempo (sin necesidad de sujeción secundaria), la velocidad de carga y descarga Es rápido, la velocidad de posicionamiento es rápida y la precisión del procesamiento es alta. Alta, alta eficiencia de procesamiento.
2.Estructura de la máquinacaracterísticas:
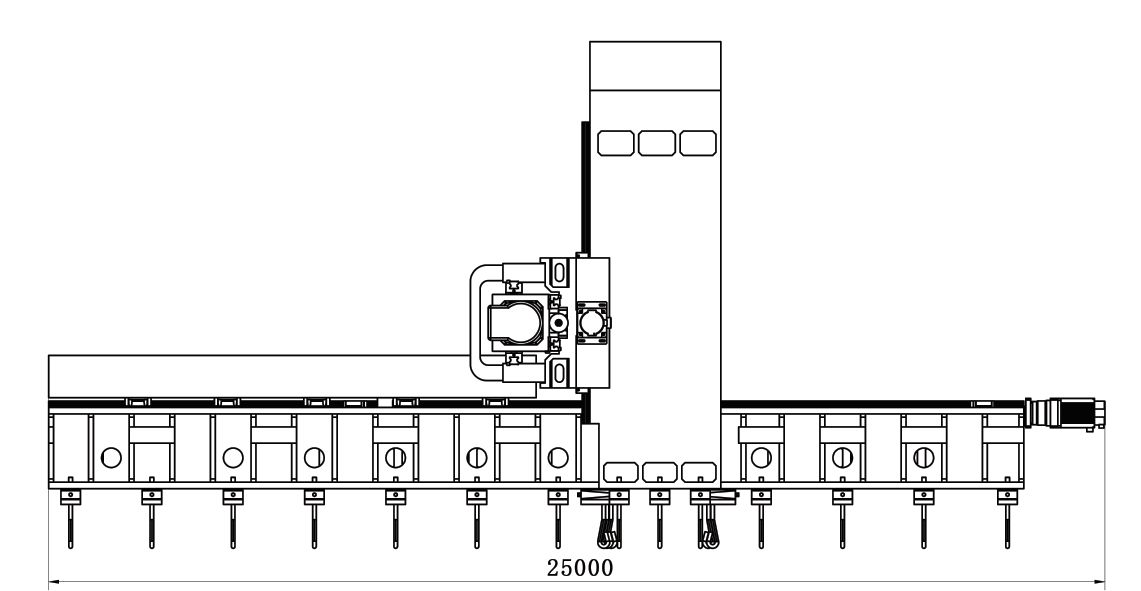
Los componentes principales de la máquina herramienta: bancada, banco de trabajo, columnas izquierda y derecha, vigas, vigas de conexión del pórtico, silletas, arietes, etc., las piezas grandes están hechas de resina moldeada en arena, fundición de hierro gris 250 de alta calidad, recocida en caliente. foso de arena → envejecimiento por vibración → tratamiento térmico Recocido en horno → envejecimiento por vibración → mecanizado en desbaste → envejecimiento por vibración → recocido en horno caliente → envejecimiento por vibración → acabado, elimina completamente la tensión negativa de las piezas y mantiene estable el rendimiento de las piezas. La bancada fija, las columnas izquierda y derecha, el pórtico y el banco de trabajo se mueven; Tiene las funciones de fresado, mandrinado, taladrado, avellanado, roscado, etc. El método de enfriamiento de la herramienta es el enfriamiento externo. La máquina herramienta contiene 5 ejes de alimentación, que pueden realizar un varillaje de 4 ejes y una acción simple de 5 ejes. Hay 2 cabezales de potencia. El eje de la máquina herramienta y el cabezal motor se muestran en la siguiente figura.


2.1.La estructura principal de la parte de alimentación de la transmisión axial.
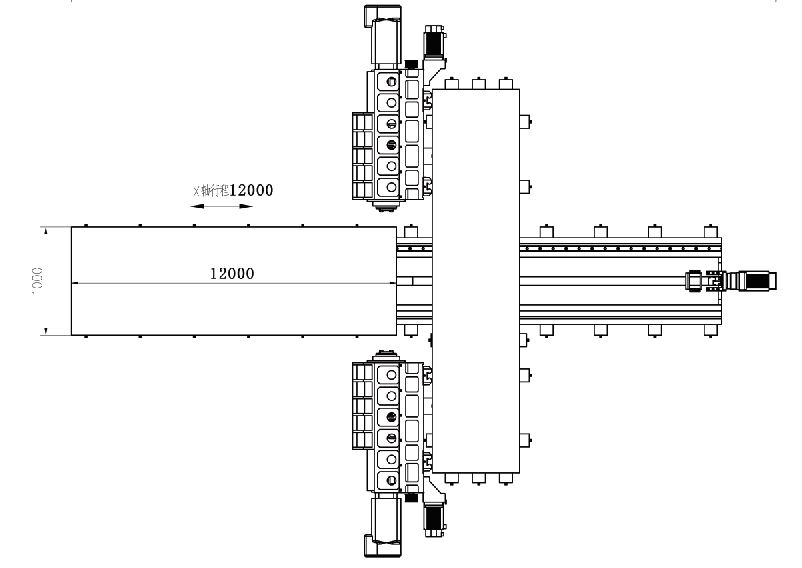
2.1.1.Eje X:La mesa de trabajo oscila lateralmente a lo largo del carril guía de la cama fija.
Unidad X de 1 eje: el servomotor de CA más el reductor planetario de alta precisión es impulsado por un husillo de bolas para impulsar el movimiento del banco de trabajo para realizar el movimiento lineal del eje X.
Forma del riel guía: coloque dos rieles guía lineales de precisión de alta resistencia.
2.1.2 Eje Z1:El cabezal de potencia y un soporte están instalados verticalmente en el lado frontal de la columna y se mueven alternativamente hacia arriba y hacia abajo a lo largo del riel guía de la columna.
Transmisión del eje Z1: el servomotor de CA y la rueda síncrona se utilizan para accionar el husillo de bolas para accionar el sillín y realizar el movimiento lineal del eje Z.
2.1.3 Eje Z2:El cabezal de potencia y un soporte están instalados verticalmente en el lado frontal de la columna y se mueven alternativamente hacia arriba y hacia abajo a lo largo del riel guía de la columna.
Transmisión del eje Z2: el servomotor de CA y la rueda síncrona se utilizan para accionar el husillo de bolas para accionar el sillín y realizar el movimiento lineal del eje Z.
2.1.4 Eje Y1:El soporte del cabezal motorizado se instala verticalmente en el lado frontal de la columna derecha y se mueve alternativamente hacia la izquierda y hacia la derecha a lo largo del riel guía de la columna.
Transmisión del eje Y1: se utiliza un servomotor de CA más un reductor planetario de alta precisión para impulsar el ariete para que se mueva a través del husillo de bolas para realizar el movimiento lineal del eje Y1.
2.1.5 Eje Y2:El soporte del cabezal motorizado se instala verticalmente en el lado frontal de la columna derecha y se mueve alternativamente hacia la izquierda y hacia la derecha a lo largo del riel guía de la columna.
Transmisión del eje Y2: Se utiliza un servomotor de CA más un reductor planetario de alta precisión para impulsar el ariete para que se mueva a través del husillo de bolas para realizar el movimiento lineal del eje Y2.
2.2.La dirección de movimiento del cabezal de potencia de perforación y fresado (incluido el cabezal de potencia 1 y 2) adopta una estructura de ariete cuadrado, el método de riel guía combinado de alambre duro más avanzado, el riel duro está rodeado por un soporte fuerte, riel guía de 4 rodillos lineales. Los pares son guiados y el variador adopta un servomotor de CA. Conduce la correa síncrona (i=2) y la transmisión de husillo de bolas de precisión, el cabezal de potencia adopta el servomotor para desacelerar a través de la correa síncrona y la rueda síncrona, guiado por la precisión de alta resistencia. par de rieles guía e impulsa el husillo de bolas vertical para girar, realizando el movimiento vertical del cabezal de potencia hacia arriba y hacia abajo, y equipado con una barra de equilibrio de nitrógeno para reducir la capacidad de carga del cabezal de la máquina sobre el tornillo y el servomotor. El motor del eje Z tiene una función de freno automático. En caso de corte de energía, el freno automático sujetará firmemente el eje del motor. , para que no pueda girar. Cuando trabaje, cuando la broca no toque la pieza de trabajo, avanzará rápidamente; Cuando la broca toca la pieza de trabajo, cambiará automáticamente al avance de trabajo. Cuando la broca penetre en la pieza de trabajo, cambiará automáticamente a rebobinado rápido; Cuando el extremo de la broca abandona la pieza de trabajo y alcanza la posición establecida, la mesa de trabajo se moverá a la siguiente posición del orificio para realizar la circulación automática. El cabezal de potencia adopta una combinación de cable y riel rígido, lo que no solo garantiza la velocidad de funcionamiento del equipo, sino que también mejora en gran medida la rigidez del equipo. Y puede realizar las funciones de perforación de orificios ciegos, fresado, biselado, rotura de virutas, extracción automática de virutas, etc., lo que mejora la productividad laboral.

(cabezal de potencia izquierdo)
2.3. Eliminación de virutas y enfriamiento
Hay transportadores de virutas de cadena plana y en espiral instalados en ambos lados debajo del banco de trabajo, y las virutas se pueden descargar automáticamente al transportador de virutas al final a través de dos etapas de placas en espiral y de cadena para realizar una producción civilizada. Hay una bomba de enfriamiento en el tanque de refrigerante del transportador de virutas, que se puede usar para el enfriamiento externo de la herramienta para garantizar el rendimiento de perforación y la vida útil de la broca, y el refrigerante se puede reciclar.
3.Sistema de control numérico completamente digital:
3.1.Con la función de rotura de viruta, el tiempo de rotura de viruta y el ciclo de rotura de viruta se pueden configurar en la interfaz hombre-máquina.
3.2.Con la función de elevación de herramientas, la altura de elevación de la herramienta se puede configurar en la interfaz hombre-máquina. Cuando la perforación alcanza esta altura, la broca se eleva rápidamente a la parte superior de la pieza de trabajo, luego las virutas se tiran y luego se avanzan rápidamente a la superficie de perforación y se convierten automáticamente en trabajo.
3.3.La caja de control de operación centralizada y la unidad portátil adoptan un sistema de control numérico y están equipadas con una interfaz USB y una pantalla de cristal líquido LCD. Para facilitar la programación, el almacenamiento, la visualización y la comunicación, la interfaz de operación tiene funciones como diálogo hombre-máquina, compensación de errores y alarma automática.
3.4.El equipo tiene la función de previsualizar y volver a inspeccionar la posición del orificio antes del procesamiento, y la operación es muy conveniente.
4. Lubricación automática
Los pares de rieles guía lineales de precisión de máquinas herramienta, los pares de husillos de bolas de precisión y otros pares de movimiento de alta precisión están equipados con sistemas de lubricación automática. La bomba de lubricación automática produce aceite a presión y la cámara de aceite del lubricador cuantitativo ingresa al aceite. Después de llenar la cámara de aceite con aceite, cuando la presión del sistema aumenta a 1,4-1,75 Mpa, el interruptor de presión del sistema se cierra, la bomba se detiene y la válvula de descarga se descarga al mismo tiempo. Cuando la presión del aceite en la carretera cae por debajo de 0,2 Mpa, el lubricador cuantitativo comienza a llenar el punto de lubricación y completa un llenado de aceite. Debido al suministro preciso de aceite del inyector cuantitativo de aceite y a la detección de la presión del sistema, el suministro de aceite es confiable, asegurando que haya una película de aceite en la superficie de cada par cinemático, reduciendo la fricción y el desgaste, y evitando daños a la estructura interna causada por el sobrecalentamiento. , para garantizar la precisión y vida útil de la máquina herramienta. En comparación con el par de guías deslizantes, el par de guías lineales rodantes utilizado en esta máquina herramienta tiene una serie de ventajas:
①La sensibilidad al movimiento es alta, el coeficiente de fricción del riel guía rodante es pequeño, solo 0,0025 ~ 0,01, y la potencia motriz se reduce considerablemente, lo que solo equivale a 1/10 de la maquinaria ordinaria.
② La diferencia entre la fricción dinámica y estática es muy pequeña y el rendimiento de seguimiento es excelente, es decir, el intervalo de tiempo entre la señal de conducción y la acción mecánica es extremadamente corto, lo que favorece la mejora de la velocidad de respuesta y la sensibilidad de el sistema de control numérico.
③Es adecuado para movimientos lineales de alta velocidad y su velocidad instantánea es aproximadamente 10 veces mayor que la de los rieles guía deslizantes.
④ Puede realizar un movimiento sin espacios y mejorar la rigidez del movimiento del sistema mecánico.
⑤Producido por fabricantes profesionales, tiene alta precisión, buena versatilidad y fácil mantenimiento.

5. Entorno de uso de la máquina:
Alimentación: trifásica AC380V ± 10%, 50Hz ± 1 Temperatura ambiente: 0° ~ 45°
Cinco, los principales parámetros técnicos:


6. Parámetros técnicos
| Modelo | BOSM12010 | |
| Tamaño máximo de pieza de procesamiento | Largo × ancho × alto (mm) | 12000×1000×1500 |
| Diámetro máximo del cortador | 200 mm | |
| Alimentación máxima del pórtico | Ancho (mm) | 1300 |
| tamaño del escritorio de trabajo | Largo X Ancho (mm) | 12000*1000 |
|
Cabezal de perforación tipo ariete horizontal cabezal de potencia uno dos
| Cantidad (2) | 2 |
| Cono del husillo | BT50 | |
| Diámetro de perforación (mm) | Φ2-Φ60 | |
| Diámetro de roscado (mm) | M3-M30 | |
| Velocidad del husillo (r/min) | 30~6000 | |
| Potencia del motor del servohusillo (kw) | 37 | |
| Distancia de la punta del husillo desde el centro de la mesa (mm) | 150-650 | |
| Carrera izquierda y derecha de un solo ariete (mm) | 500 | |
| La distancia entre el centro del ariete y el plano de la mesa (mm) | 200-1700 | |
| Carrera arriba y abajo del ariete (mm) | 1500 | |
| Repetibilidad | 300mm*300mm | ±0,02 |
| Dimensiones de la máquina herramienta | Largo × ancho × alto (mm) | según dibujos |
| Peso bruto (t) | (aprox.) 62 | |

Los parámetros anteriores son parámetros de diseño preliminares. En el diseño real, puede haber cambios según los requisitos de procesamiento de la pieza de trabajo y los requisitos de diseño de la máquina herramienta, para cumplir con los requisitos de las piezas de procesamiento de su empresa.